Řídící systémy
CNC frézka, laser, plazma
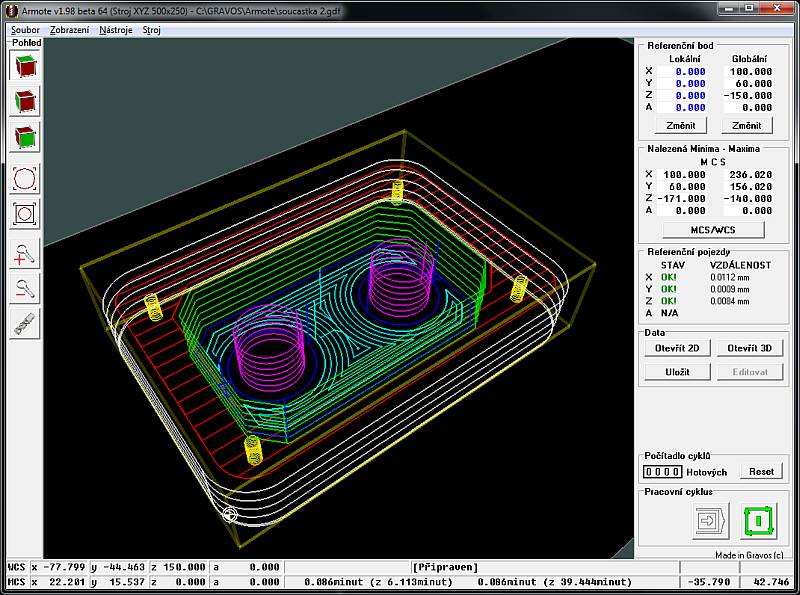
Armote
Řídící systém pro CNC gravírky, frézky, řezací lasery a plazmy.
Armote v2.65 ke stažení (ZIP)
Uživatelský manuál ke stažení
PLC manuál ke stažení
G code manuál ke stažení
Pulzní řízení pohonů Step/Dir (krokové motory, serva, lineární motory).
- Max. frekvence pro každou osu až 500 kHz (GVE114).
- Přesné časování signálů, řízení rychlosti a nejrychlejší možná reakce na vstupy.
- Aktualizace rychlosti s každým pulzem (takt interpolátoru je roven výstupní frekvenci).
- Stav vstupů kontrolován s každým pulzem (frekvence čtení stavu vstupů je rovna výstupní frekvenci).

Složte si řídící systém z GVE jednotek podle vašich potřeb.
- Od jednoduchých stolních frézek až po 4-osá obráběcí centra s automatickou výměnou nástrojů.
- Modulární řídící systém 4 osých CNC frézek, vrtaček, plazmových nebo laserových řezacích strojů.
- Max. 12 os (4 osy pro hlavní pohyby stroje + až 8 os (2*4) ovládaných z SW PLC).
- Vstupy a výstupy lze rozšířit o dalších 48 vstupů a 24 výstupů (3x IO deska GVE67).

4 barevná schémata grafického prostředí.
- Přizpůsobte si prostředí podle svých preferencí.
- Barevná schémata lze libovolně upravit neboo vytvořit nové.

Automatická detekce a nastavení příslušenství.
- Příslušenstvý jako senzory nástroje, obrobkové sondy, StartStop box a potenciometry override posuvu a otáček jsou detekovány a nastaveny systéme automaticky pro okamžité použití. Stačí jen připojit.

Obrábějte rychle 3D plochy s minimální odchylkou od modelu.
- Vysoká rychlost zpracování (až 3500 řádků G-kódů za sekundu v pohybu XYZ).
- Dopředné řízení rychlosti (Look ahead).

Měření referenčního bodu v ose Z pohyblivým senzorem.
- Zrychluje zmeření nového nástroje při ruční i automatické výměně.
- Po změření senzorem systém automaticky zapíše novou hodnotu referenčního bodu v ose Z.

Zjednodušte si práci s ručním ovladačem MPG.
- Pro ruční obrábění a změření ref. bodu obrobku.
- Výběr osy a směru.
- Nastavení otáček vřetene z ovladače MPG.

Obrobková sonda výrazně usnadní změření referenčního bodu obrobku.
- Měření rohu, kruhového otvoru, kruhového nálitku nebo přímé najetí hrany sondou.
- Výběr os k měření a výchozí polohy.
- Automatické uložení do referenčního bodu.

Řezejte plazmou/laserem s řízením konstantní výšky nad materiálem (THC).
- Automatické nalezení povrchu na začátku každého řezu.
- Funkce nezávislé osy Z pro regulaci konstantní výšky nad materiálem.
- Řízení 2-stavové (osa nahoru/dolů) nebo 3-stavové (osa nahoru/výška OK/osa dolů).
- Logika řízení zapnutí pro laser nebo plazmu.
- Panel pro správu režných parametrů a jejich profilů.


Měření a kontrolu nástrojů nechte na systému a pevném senzoru.
- Automatické měření délkových korekcí nástrojů.
- Kontrola zlomeného nástroje před vrácením do zásobníku.
- Měření korekce po vyzednutí ze zásobníku pro maximální přesnost.
- Vícenásobné měření a detekce chyby senzoru.

Ovládejte více strojů z jednoho PC.
- Řídící systém je možné spustit vícekrát pro různé stroje.
- Při spuštění z jedné instalace vyberte nastavení ve správci konfigurce.

Nastavitelné použití výstupu pro osy A.
- Rotační osa rovnoběžná s osou X pro 4-osé frézování.
- Závislá osa k jiné ose pro vícemotorové osy nebo k rychlosti pohybu pro synchronizaci laseru.
- Přesné řízení extrudéru pro nanášení lepidel nebo aplikaci zalévacích hmot.

Použití přímého odměřování pro souřadnicové vrtání.
- Přesné najetí na polohu podle pravítek přímého odměřování.
- Pro souřadnicové vrtání.

Správce nástrojů se stará o vaše nástroje v zásobníku.
- Kombinujte nástroje v zásobníku s ručně zakládanými nástroji.
- Určete referenční nástroj a nikdy nezmeříte referenční bod omylem jiným nástrojem.
- Nastavení životnosti nástrojů a pozice v zásobníku.
- Nastavení posuvu a otáček v procentech z NC/GDF souboru v definici nástroje.

Procházejte historii obrábění.
- Systém ukládá historii obrábění do textového souboru Worktime.txt
- Do souboru se ukládá Cesta a název NC souboru.
- Použité nástroje v NC souboru, čas a datum spuštění.
- Celkový čas obrábění a časy jednotlivých nástrojů.

Sledujte využití stroje pomocí statistik systému
- Počet a čas všech výstupů (vřeteno, chlazení atd.)
- Ujeté vzdálenosti os.
- Historie referencí stroje.
- Historie použitých otáček vřetene.

Rozšiřte možnosti vašeho CNC pomocí SW PLC
- Událostmi řízené PLC, 223 systémových a 64 uživatelských událostí.
- Programování pomocí jednoduchých příkazů.
- Použití podmínek, proměných, řízení běhu atd.
- Možnost krokování po příkazech a sledování stavu při ladění.
