Návody

Armote
Plazma + THC
V tomto návodu si ukážeme jak na připojení další interpolační jednotky pro funkci nezávislé osy Z a nastavení systému pro rozání plazmous funkcí řízení výšky hořáku.
1. Funkce THC (automatické řízení výšky hořáku)
Pomocí automatického řízení výšky hořáku lze zkvalitnit řezání plazmou větších plechů které se při řezání vneseným teplem kroutí.
Funkce se stará o dodržení konstantní výšky hořáku nad řezaným materiálem.
Řízení zapalování a regulace výšky může probíhat zcela automaticky nebo na povel z NC souboru.
Systém přájmá signály Up (osa Z nahoru) a Down (osa Z dolů) a pomocí nich reguluje vášku hořáku.
Signály Up/Down generuje v tomto návodu zařízení Compact THC 150 které na základě napětí oblouku plazmového hořáku, nastavené řezné výšce a hystereze výšky.
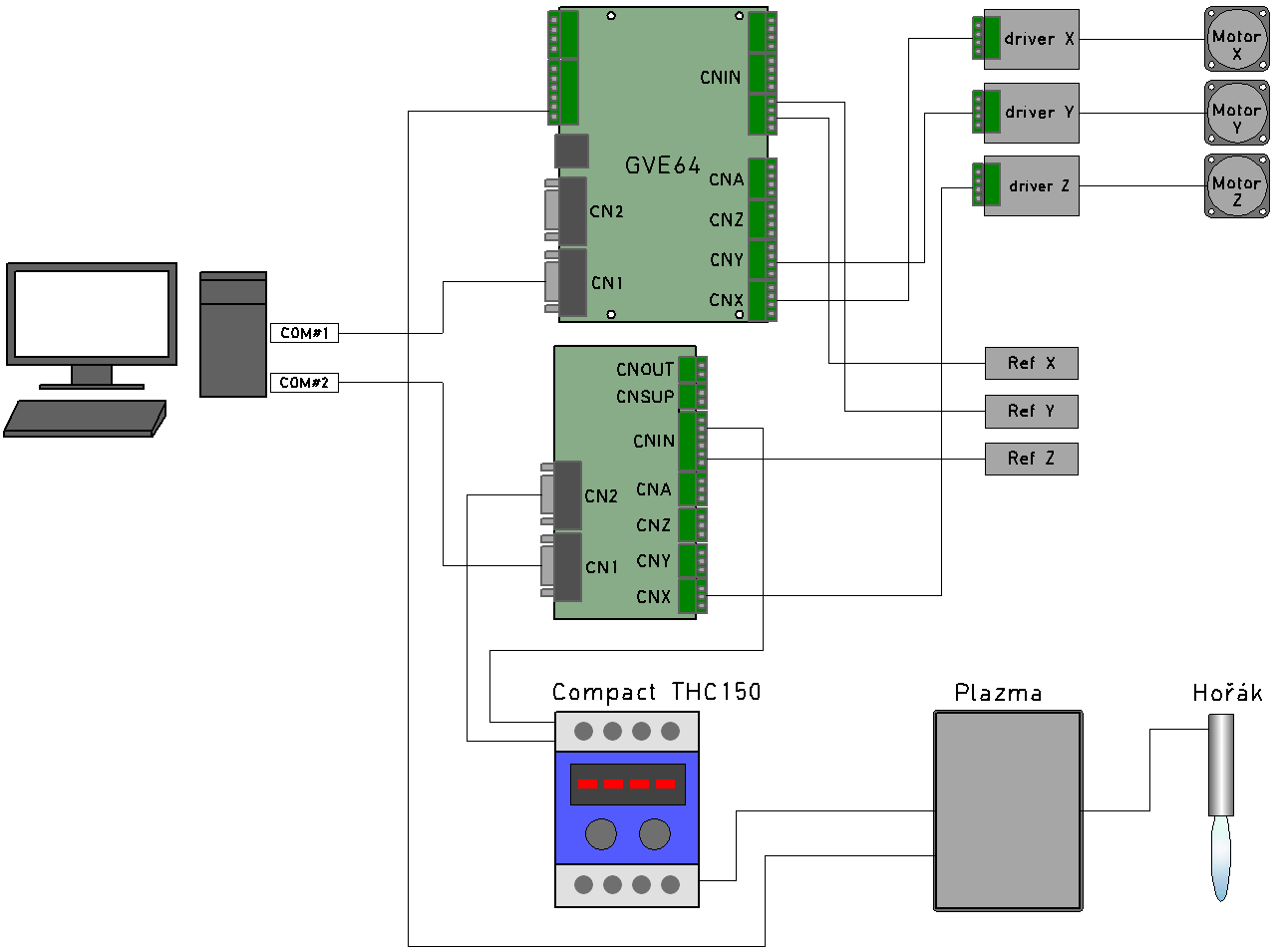
2. Zapojení - přehled
Na schématu níže je stručný přehled propojení jednotlivých částí. Podrobnému zapojení jsou věnovány další kapitoly.
Osy XY jsou připojeny k hlavní interpolační jednotce, osa Z je připojena k přádavné interpolační jednotce.
Každá interpolační jednotka je připojena k samostatnému komunikačnímu portu v PC. lze použít i zapojení obou jednotek k jednomu portu, reakce nezávislé osy budou pomalejší.
Referenční spínače os X a Y jsou připojeny k hlavní interpolační jednotce, ref. spínač osy Z k pomocné jednotce.
Signály Up/Down jsou připojeny k pomocné interpolační jednotce.
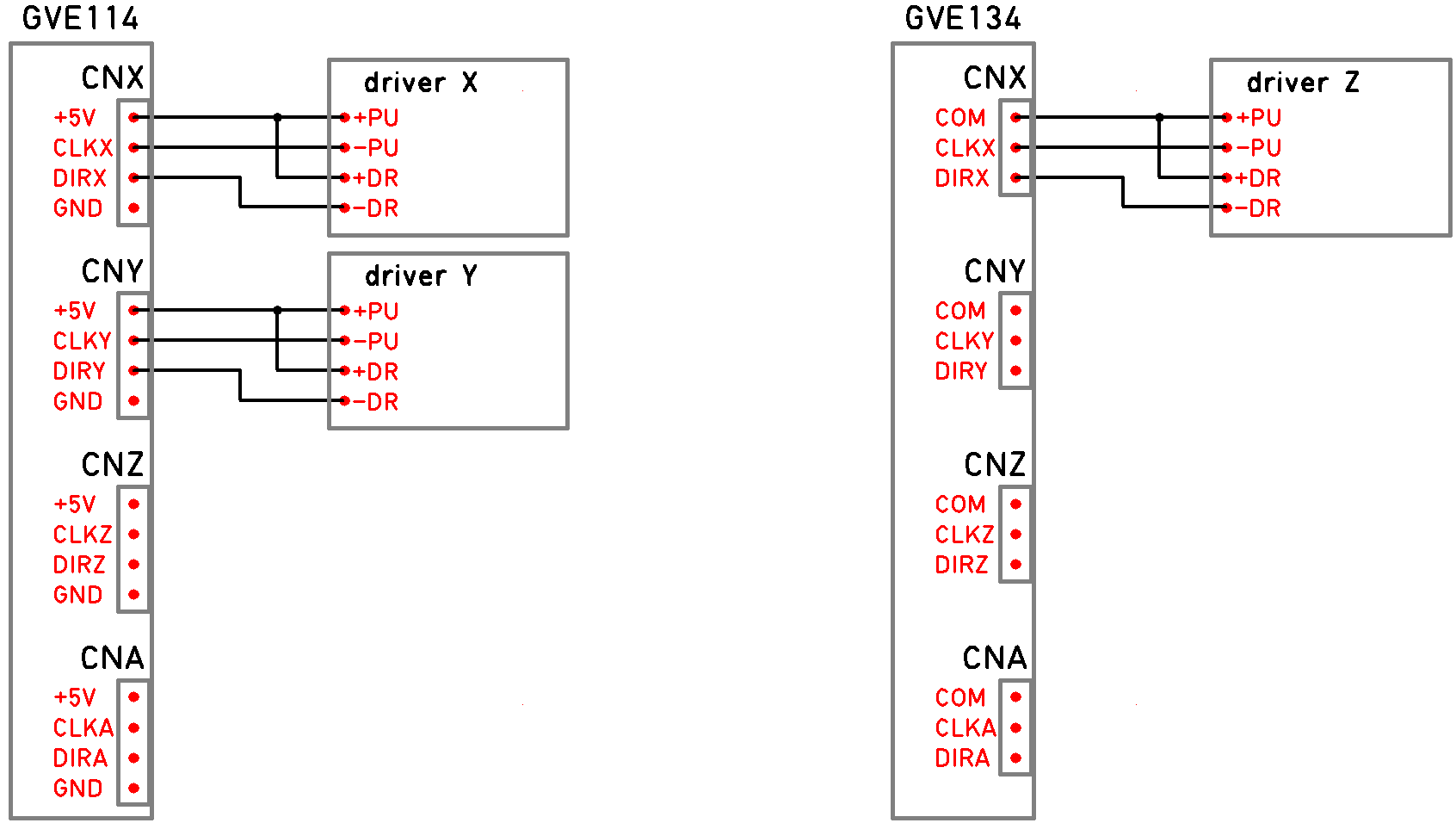
3. Připojení driverů
Schéma připojení driverů.
Osy XY jsou připojeny na výstup os XY hlavní interpolační jednotky. Osa Z je připojena na výstup osy X přídavné interpolační jednotky.
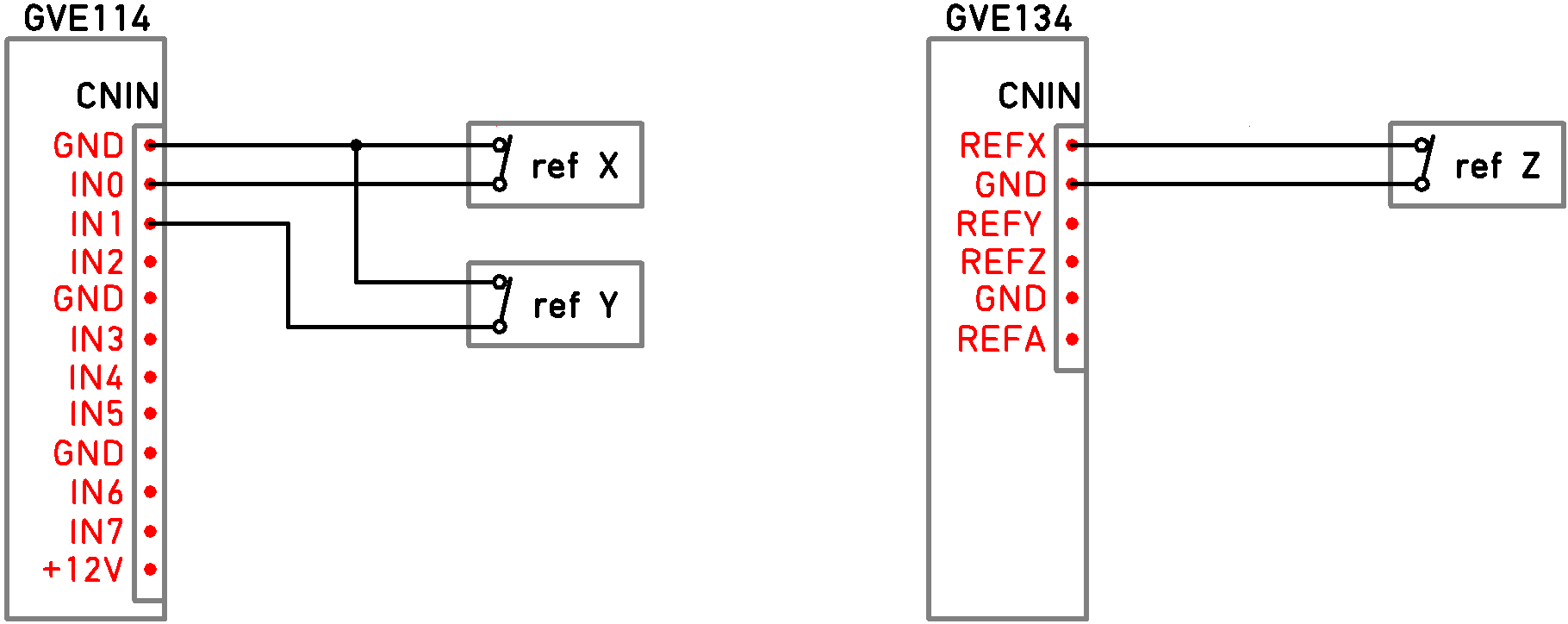
4. Připojení ref. spínačů
Schéma připojení referenčních spínačů.
Spínače osy XY jsou připojeny k hlavní interpolační jednotce na vstup In.0 (osa X) a na vstup In.1 (osa Y).
Spínač osy Z je připojen k pomocné interpolační jednotce na vstup RefX (vstup pro ref. sp. osy X).
Kontakt s materiálem musí být připojen k přídavné interpolační jednotce.
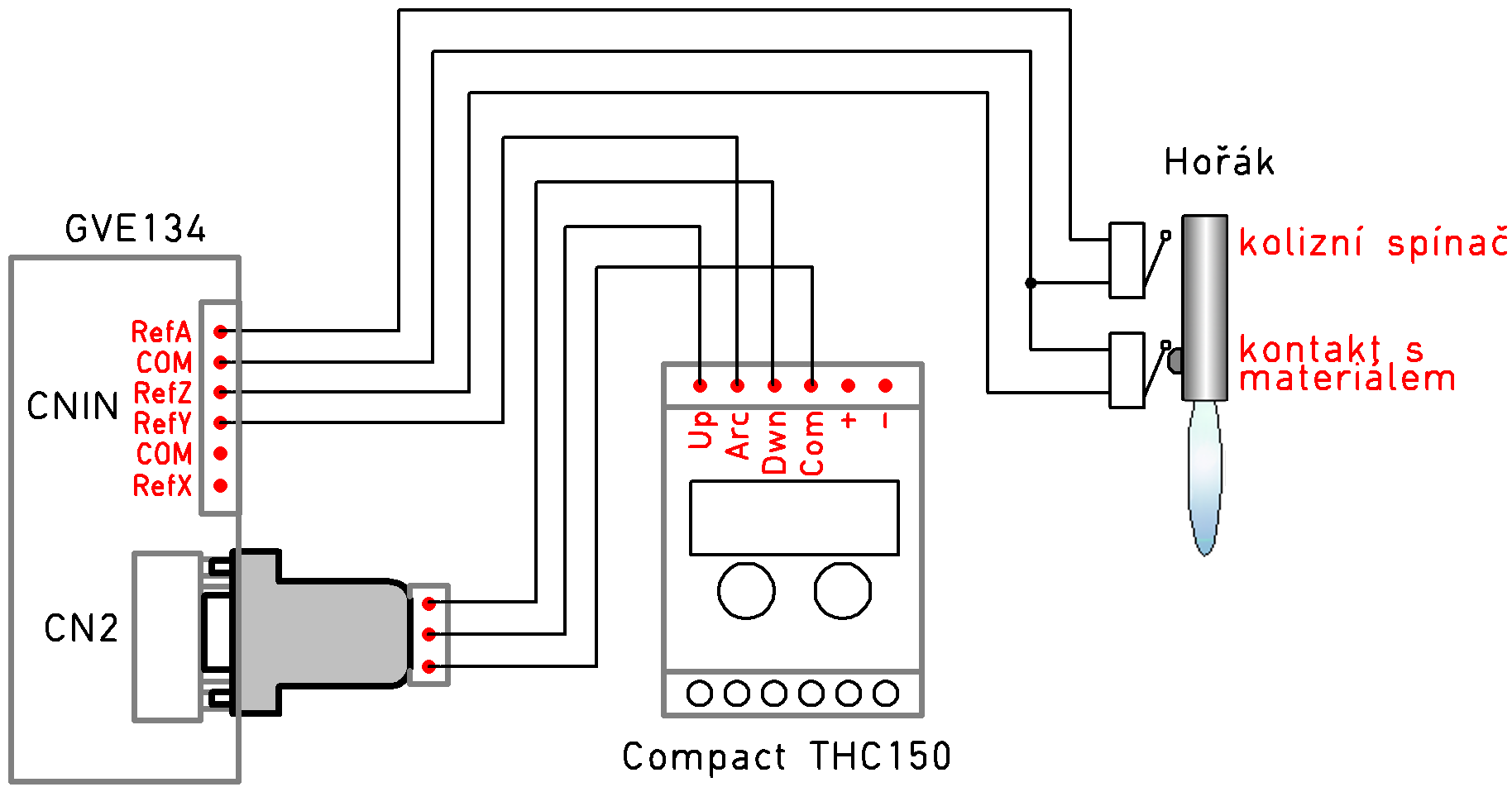
3. Připojení Up/Down a dalších signálů.
Schéma připojení signálů pro regulaci výšky.
Připojení konkrétních signálů na vstupy přídavné interpolační desky nemusí být nutně dodrženo, kam je který signál připojen se nastavuje v sw Armote.
Duležité je dodržet pravidla:
Ref. spínač osy Z musí být připojen na přídavnou interpolační jednotku.
Signály Up/Down musí být připojeny na přídavnou interpolační jednotku.
(Svorka RefX. je v tomto schématu prázdná, je již obsazena referenčním spínačem Z osy).
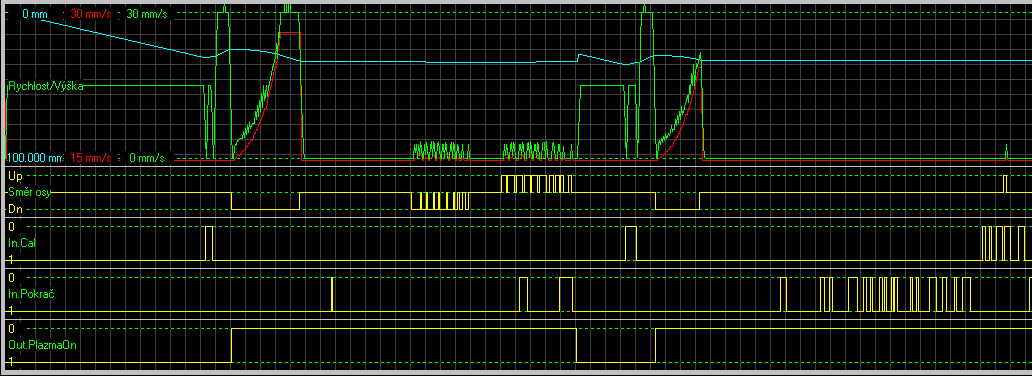
Signály:
UP - vstup 14 na konektoru CN2, povel ke zvednutí osy Z.
Pokud je aktivní, osa Z pojede nahoru. V Armote signál Nahoru.
Down - vstup 15 na konektoru CN2, povel ke snížení osy Z.
Pokud je aktivní, osa Z pojede dolů.V Armote signál Dolů.
Arc OK - vstup 1 (RefY) na svorce CNIN, povel že je plazma zapálena.
Po aktivaci stroj může řezat. V Armote signál Pokrač..
Kontakt s materiálem - vstup 2 (RefZ) na svorce CNIN, signál nalezení výšky materiálu.
V Armote signál Kal. OK
Kolizní spínač - signál kolize hořáku s materiálem.
Při aktivaci systém zastaví řezání.
|