Návody

Armote
Pohyblivý senzor nástroje
V tomto návodu si ukážeme jak na připojení a nastavení pohyblivého senzoru v systému Armote.
Návod v PDF
1. Popis pohyblivého senzoru nástroje
Pohyblivý senzor nástroje slouží ke změření referenčního bodu v ose Z (vzdálenosti špičky nástroje a povrchu materiálu). Pokládá se na obrobek pod nástroj při měření.
Přímo k interpolační jednotce je možné připojit pouze 1 senzor nebo sondu. K připojení více senzorů nebo senzoru a sondy je potřeba expanzní panel GVE65.
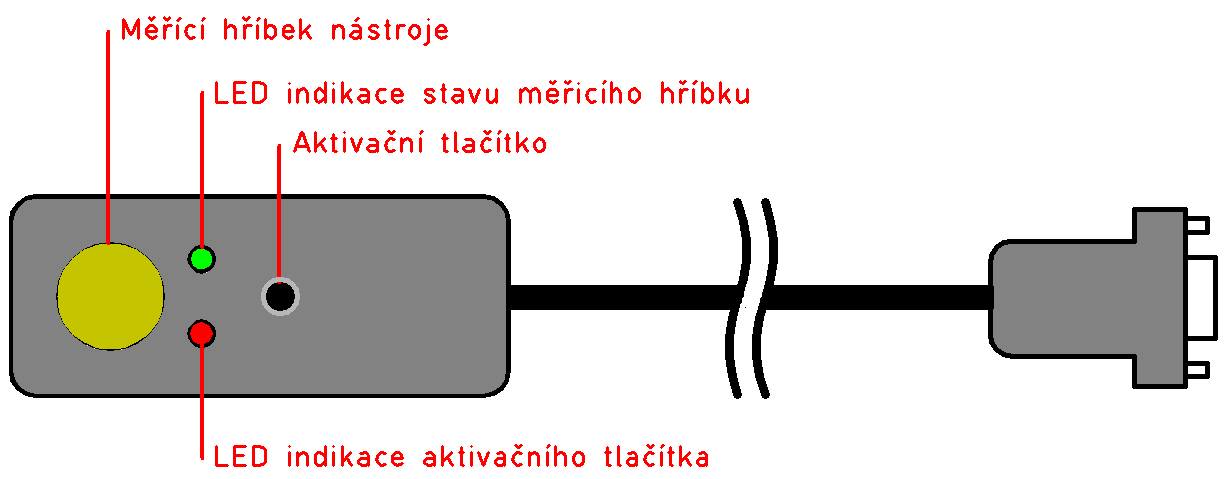
GTS3
Senzor GTS3 je vybaven zelenou a červenou indikační LED, tlačítkem pro ovládání měření a měřícím hříbkem nástroje.
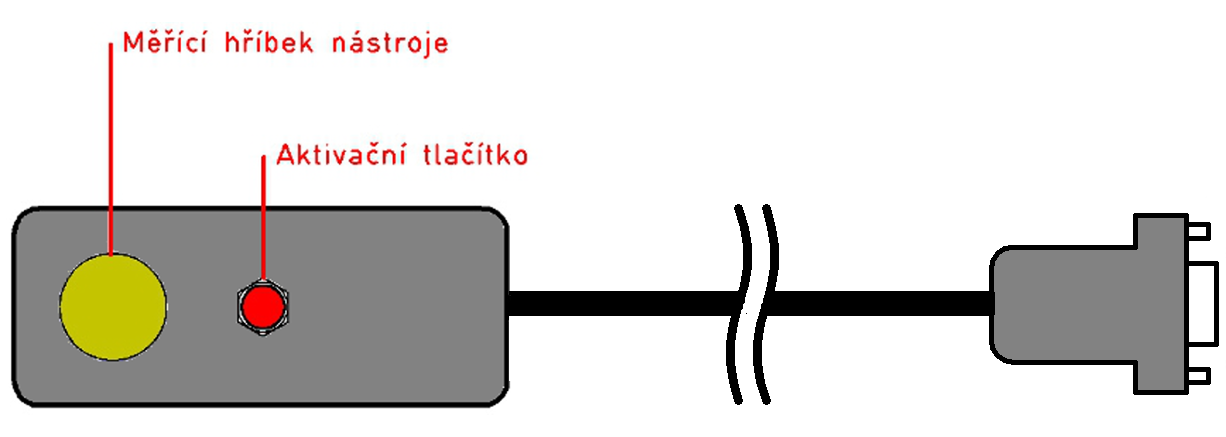
GTS3-H
Senzor GTS3 je vybaven tlačítkem pro ovládání měření a měřícím hříbkem nástroje.
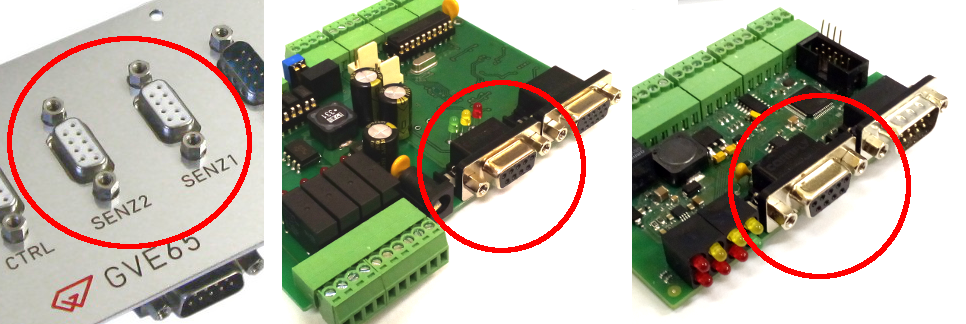
2. Připojení k řídícímu systému
K přípojení senzoru k systému je určen konektor Senz1 nebo Senz2 na expanzním panelu GVE65, konektor CN2 na interpolační jednotce nebo konektor Senzor na ovládací elektronice stroje.
Senzor (pohyblivý nebo pevný) nebo sondu je možné připojit k jednotkám GVE64, GVE66, GVE74,GVE114 a GVE124. Při připojení pohyblivého a pevného senzoru nebo pevného senzoru a sondy je
potřeba expanzní panel GVE65.
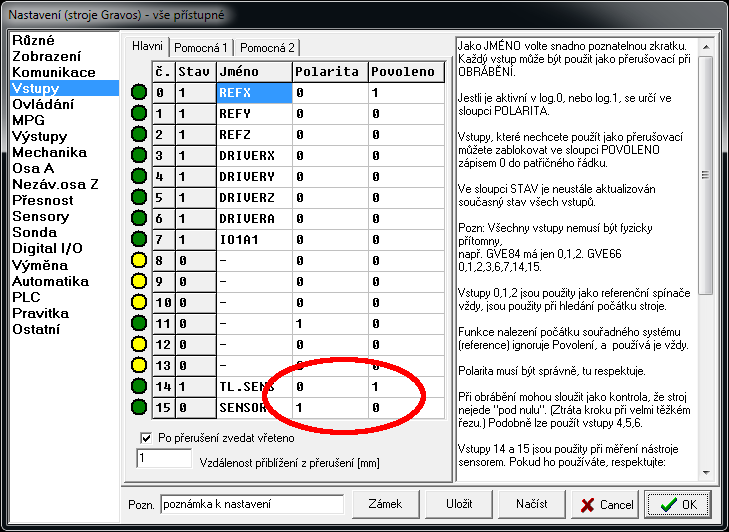
3. Nastavení systému
V menu Stroj/Nastavení v části Vstupy na záložce Hlavní je potřeba nastavit polaritu a povolení přerušení.
Pro vstup 14: Jméno=TL.SENS, Polarita=0, Povoleno=1
Pro vstup 15: Jméno=SENSOR, Polarita=1, Povoleno=0
Další nastavení je potřeba provést v menu Stroj/Nastavení v části Senzory.
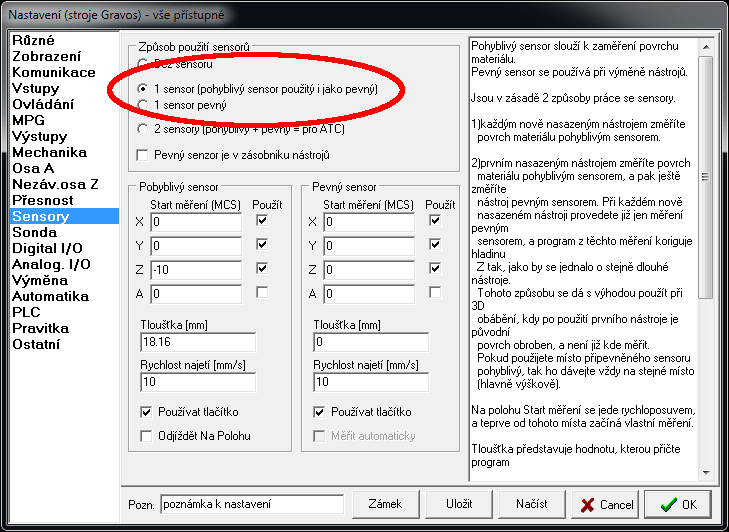
Způsob použití senzorů:
1 senzor (pohyblivý senzor použit i jako pevný) = Je připojen pouze pohyblivý senzor.
2 senzory (pohyblivý + pevný = pro ATC) = Je už připojen pevný senzor.
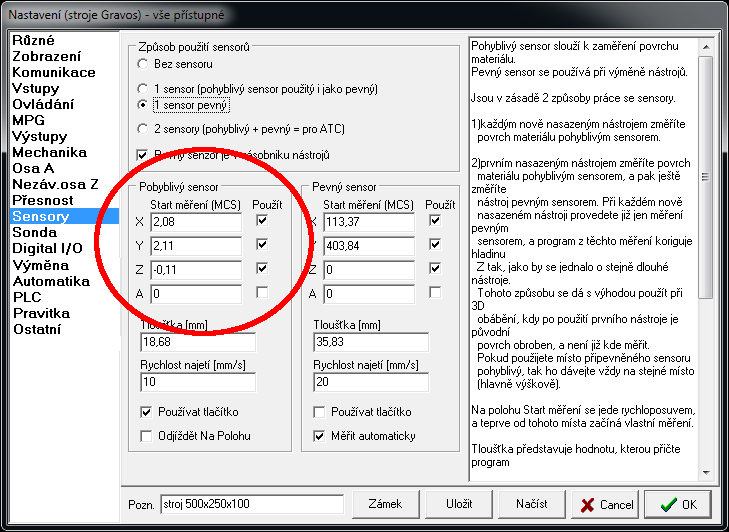
Start měření a Použít:
Nastavuje polohu pro měření pohyblivým senzorem. Tato poloha bude
použita v okně globálního ref. bodu ve sloupci měření. Zaškrtávátkem Použít je možné nastavit, které
osy budou použity. Pokud Použít u osy zaškrtnuto nebude, bude použita aktuální poloha osy.
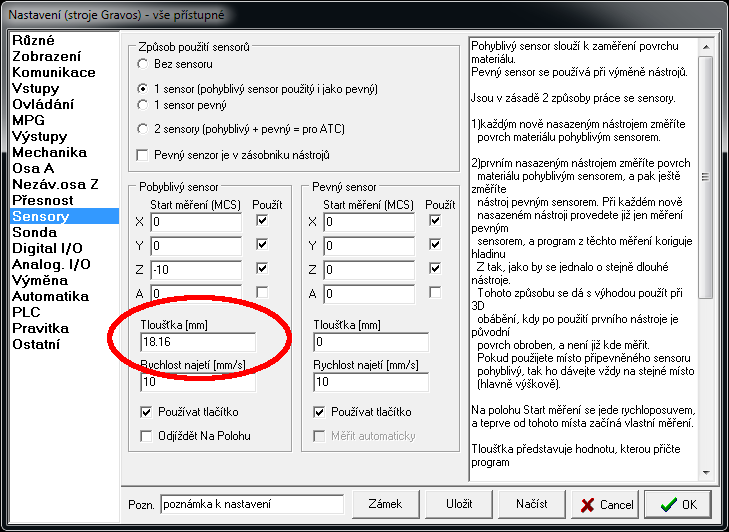
Tloušťka [mm]:
Hodnotu je možné naleznout napsanou na spodní části senzoru. Také lze hodnotu upravit v případě že změřený nástroj při hloubce obrábění jezdí nad materiálem nebo už v materiálu.
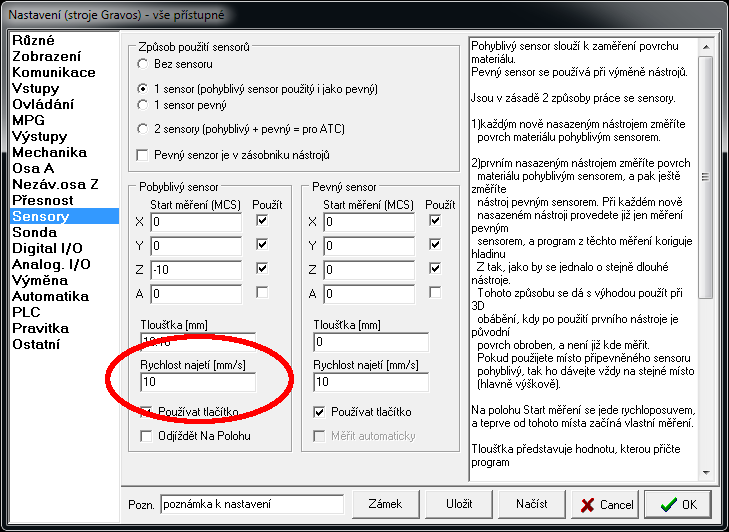
Rychlost najetí [mm/s]:
Je rychlost kterou nástroj najíždí na měřící hříbek senzoru. Hodnota 10 mm/s vyhoví ve většině případů.
Při vyšší rychlosti a menší akceleraci by mohlo dojít k poškození senzoru a nástroje.
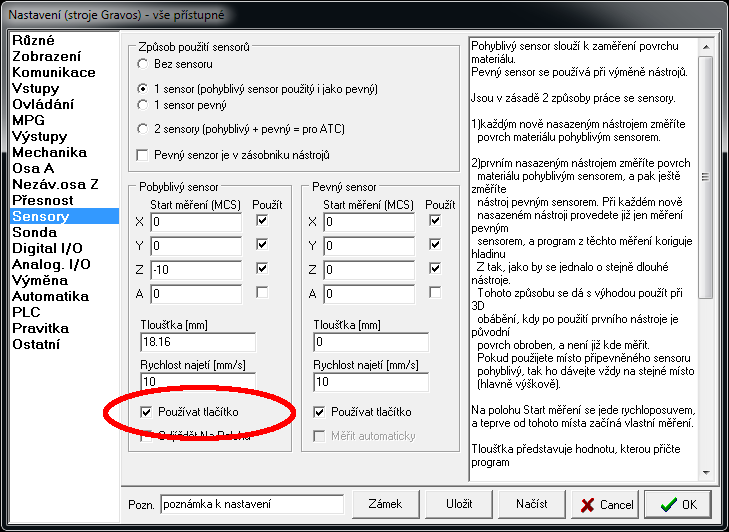
Používat tlačítko:
Zaškrtneme pokud je senzor vybaven aktivačním tlačítkem pro spuštění měření. Potom systém po spuštění měření čeká na stisk aktivačního tlačítka.
Pokud zaškrtnuto není, stroj jede k senzoru na změření nástroje hned po použití tlačítka Měření v okně změny globálního ref. bodu.
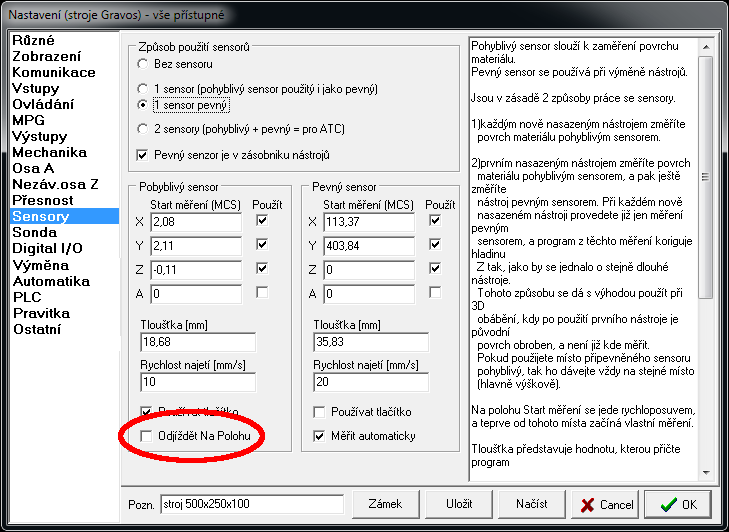
Odjíždět Na polohu:
Pokud bude zaškrtnuto, stroj po stisku tl. Měření v okně změny globální ref. bodu odjede nejprve na polohu měření.
Tl. Měření je dostupné pouze pokud stroj na poloze měření už je (nejprve je potřeba na polohu odjet tlačítkem Na polohu nebo změnit polohu měření na aktuální polohu stroje).
|